高頻焊翅片管是在鋼管上繞鋼帶,邊纏繞邊用高頻電流焊接而成�。它的優(yōu)點(diǎn)是成本低�。在散熱器常用材料中,鋼帶應(yīng)該是便宜的材料。它的缺點(diǎn)是:1)高頻焊消耗電能高,號(hào)稱電老虎����。2)一般達(dá)不到滿焊,接觸熱阻大。3)受工藝限制,片高一般不大于15毫米,片距較大,因而散熱面積不夠大,熱效率不算高����。4)鋼管和鋼帶易生銹,當(dāng)供暖管道采用塑料管時(shí),散熱器的水道還用鋼管,相形見絀。有些生產(chǎn)者已意識(shí)到這是一個(gè)過(guò)度性產(chǎn)品���。

銅管串鋁片是在薄壁銅管上串上用鋁箔沖壓而成的圓形或方形鋁片,然后用脹管技術(shù),消除銅管與鋁片之間的間隙�。它的優(yōu)點(diǎn)是鋁片可做成任意大小,不受限制��。它的缺點(diǎn)是:1)由于鋁比銅軟,不管采用什么樣的脹管技術(shù),兩者的結(jié)合不可能很緊,再加上熱脹冷縮的變化,時(shí)間一長(zhǎng)就會(huì)產(chǎn)生松動(dòng),一旦松動(dòng),熱效率就大大降低。2)鋁箔非常軟,即使壓上幾道筋,也改變不了它的軟弱本性,一碰就倒,不便于清掃�。肖曰嶸教授指出:耐用可靠,要求產(chǎn)品耐蝕,其它還應(yīng)包括強(qiáng)度和剛性,這些應(yīng)是我國(guó)對(duì)于輕型散熱器的要求。銅管串鋁片的剛性很差,這是不可否認(rèn)的事實(shí),但許多人在評(píng)價(jià)這一產(chǎn)品時(shí),幾乎都忘記了這一點(diǎn)����。

翅片管散熱器按我們常用的標(biāo)準(zhǔn)主要分為兩種類型:蒸汽型和熱水導(dǎo)熱油型。蒸汽型的規(guī)格型號(hào)有SRZ工業(yè)散熱器����、SRL鋼鋁復(fù)合散熱器、SRQ蒸汽散熱器��、SLZ烘房散熱器等���;熱水與導(dǎo)熱油同屬流體性熱媒��,故型號(hào)可以通用���,常用規(guī)格如GL2工業(yè)散熱器、ZGL翅片管散熱器���、U型空氣散熱器等�。根據(jù)名稱可以判斷大致使用范圍��,但具體選型還需結(jié)合現(xiàn)場(chǎng)條件。

鋼制高頻焊接翅片管����,是以高頻電源為熱源,將鋼帶與鋼管同時(shí)瞬間加熱���,熔焊為一體。具有換熱率高��、散熱面積大��、使用壽命長(zhǎng)�、適用溫度范圍廣、承受壓力高等特點(diǎn)�。經(jīng)國(guó)家焊接材料檢測(cè)中心和國(guó)家建筑工程監(jiān)督檢測(cè)中心測(cè)試,該產(chǎn)品焊接性能和熱工性能居國(guó)內(nèi)地位���,廣泛應(yīng)用于余熱回收�、石油化工���、電站鍋爐��、省煤器���、輪船�、客車����、工民建筑采暖、醫(yī)藥�、木材、糧食烘干等國(guó)民經(jīng)濟(jì)領(lǐng)域�。 以這種鋼制高頻焊接翅片管為元件制造的對(duì)流散熱器克服了傳統(tǒng)的鑄鐵散熱器承受壓力低、材料消耗高��、外形單一工藝復(fù)雜��、生產(chǎn)環(huán)境差���、安裝費(fèi)用高等缺點(diǎn)����,在同等面積下具有散熱量大����、承壓能力高重量輕、壽命長(zhǎng)���、外形新穎美觀�、安裝方便、維護(hù)清理簡(jiǎn)單等眾多優(yōu)點(diǎn)�。

高頻焊(high-frequency welding)是以固體電阻熱為能源。焊接時(shí)利用高頻電流在工件內(nèi)產(chǎn)生的電阻熱使工件焊接區(qū)表層加熱到熔化或接近的塑性狀態(tài)�,隨即施加(或不施加)頂鍛力而實(shí)現(xiàn)金屬的結(jié)合。因此它是一種固相電阻焊方法���。高頻焊根據(jù)高頻電流在工件中產(chǎn)生熱的方式可分為接觸高頻焊和感應(yīng)高頻焊�。接觸高頻焊時(shí)��,高頻電流通過(guò)與工件機(jī)械接觸而傳入工件�。感應(yīng)高頻焊時(shí)����,高頻電流通過(guò)工件外部感應(yīng)圈的耦合作用而在工件內(nèi)產(chǎn)生感應(yīng)電流。高頻焊是化較強(qiáng)的焊接方法����,要根據(jù)產(chǎn)品配備設(shè)備。生產(chǎn)率高�,焊接速度可達(dá)30m/min。主要用于制造管子時(shí)縱縫或螺旋縫的焊接���。
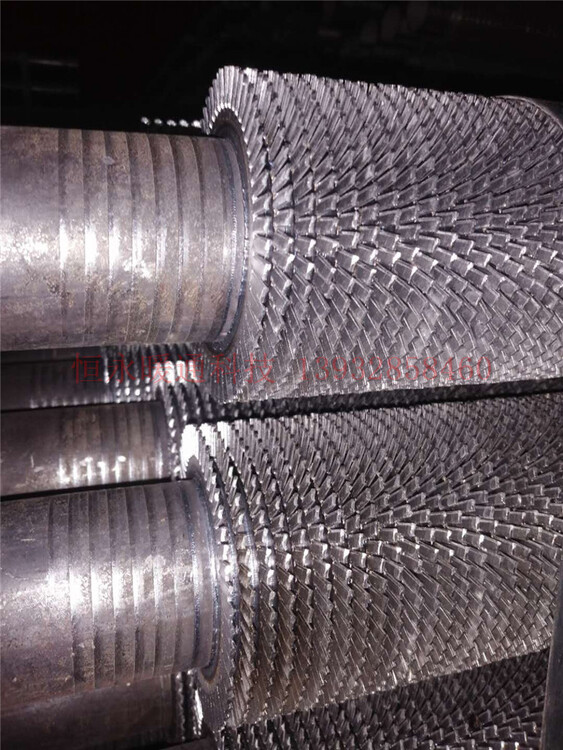
高頻焊螺旋翅片管是在鋼帶纏繞鋼管的同時(shí)��,利用高頻電流的集膚效應(yīng)和鄰近效應(yīng)��,對(duì)鋼帶和鋼管外表面加熱����,直至塑性狀態(tài)或熔化,在纏繞鋼帶的一定壓力下完成焊接���。這種高頻焊實(shí)為一種固相焊接�。它與鑲嵌���、釬焊(或整體熱鍍鋅)等方法相比����,無(wú)論是在產(chǎn)品質(zhì)量(翅片的焊合率高�,可達(dá)95%),還是生產(chǎn)率及自動(dòng)化程度上����,都是更為。
 移動(dòng)版官網(wǎng)
移動(dòng)版官網(wǎng) 微信公眾號(hào)
微信公眾號(hào) 視頻號(hào)
視頻號(hào)